The Maxim 50 air-operated doublediaphragm pump is ideal for aggressive, high purity applications. Its unique construction contains no metal parts or elastomer O-ring seals and includes a fluid path that consists of all PTFE and PFA materials; providing reliable, contamination- free operation at temperatures up to 180°C. The Maxim 50's revolutionary design allows the pump to be configured for specific applications. You may select from three control base options: recirculation, chemical delivery, or external control. The recirculation and chemical delivery configurations are self contained while the external control base option allows for pump operation via existing air control systems or by PLC/PC control using fiber optic inputs from the pump; suitable for either recirculation or chemical delivery applications.
Applications
Semiconductor/Electronics
Performance Summary
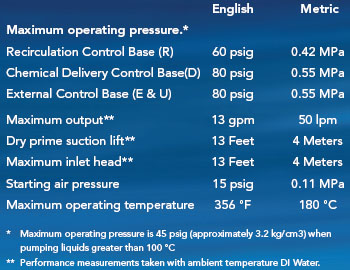
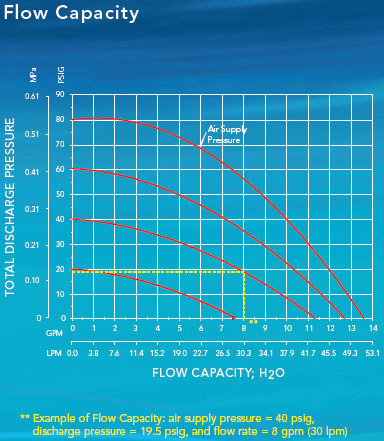
Differential Pressure, Max: 80 psig
Flow Rate, Max: 13 gpm
Product Sub Category: N/A
Suction Lift, Dry: 13 ft
Temperature: 0 min 356 max °F
Weight: 11.4 lbs
Construction
• Constructed with no metal parts and no O-ring seals
• All wetted parts are constructed of PTFE or PFA
• Control base options for different applications: Recirculation, External Control or Chemical Delivery
• Fluid port connection options: flare, tube stub-out, NPT or Purebond® (consult factory for other options)
• Non-penetrated double layer PFA diaphragm for long operating life
• Patented floating PTFE check valve for maximum suction lift
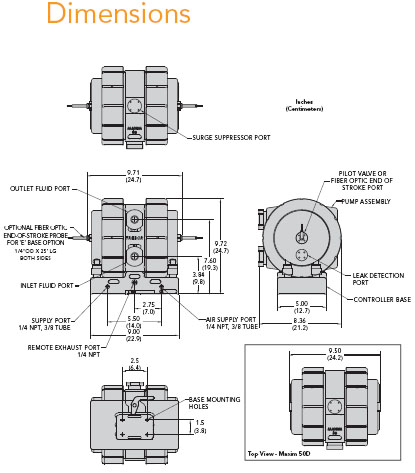
• COMPACT SIZE: smallest in the industry with comperable output
• Quick release, latch mount base
• Class 1000 clean room assembled, tested and packaged